The Importance of Square Bottle Spacing in Production Lines
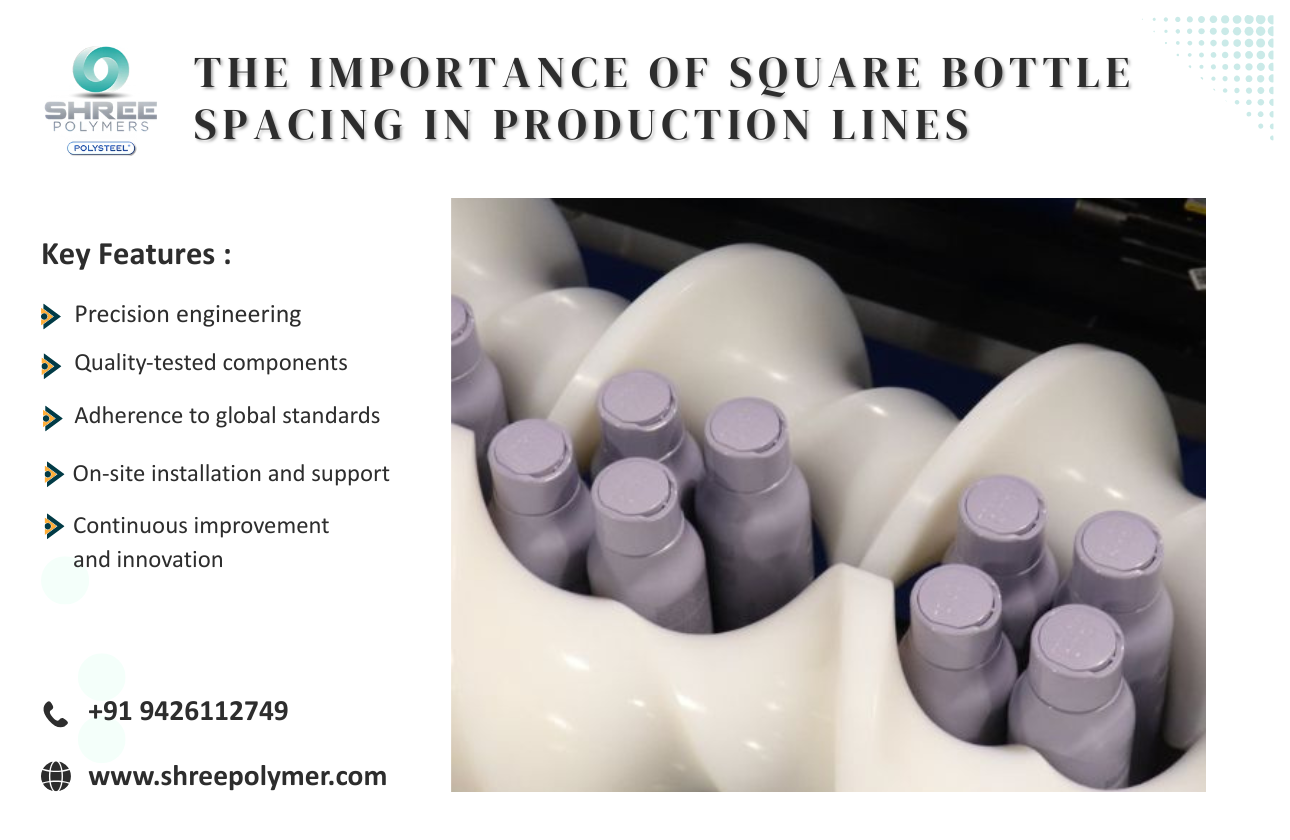
In the realm of industrial manufacturing, efficiency is key. One of the often-overlooked aspects is the meticulous arrangement of products on the conveyor belt, particularly when dealing with square bottles. Square bottle spacing ensures that each unit navigates through the production process with precision, reducing waste and improving line speed. Proper spacing can significantly enhance quality control, decrease stoppages, and streamline the packaging process.
Benefits of Correct Square Bottle Spacing
There are several benefits to optimizing the spacing of square bottles on a production line:
- Increased Efficiency: Properly spaced bottles reduce the chance of collisions, which can cause bottlenecks.
- Improved Quality: Consistent spacing minimizes the risk of damage to the product, ensuring that each item maintains its integrity.
- Reduced Waste: By preventing mishaps that lead to spills or breakage, manufacturers can significantly decrease material waste.
Choosing the Right Bucket Conveyor Manufacturers
When considering bucket conveyor manufacturers, it is crucial to choose a company that can offer precision, reliability, and customization. Bucket conveyors are essential for transporting bulk materials efficiently across production floors, especially in industries such as agriculture and pharmaceuticals.
Top Considerations When Selecting a Bucket Conveyor Manufacturer
When evaluating various manufacturers, consider the following factors:
- Customization Options: The ability to custom-manufacture conveyors to suit specific production needs is invaluable.
- Technology and Innovation: Cutting-edge conveyor systems incorporate the latest technology to enhance operational efficiency.
- Reputation and Experience: Manufacturers with a strong reputation are more likely to deliver reliable and durable products.
Leading Infrared Conveyor Oven Manufacturers
For industries that rely on precise heating, such as the food and beverage, automotive, or electronics sectors, infrared conveyor oven manufacturers play a pivotal role. These ovens provide rapid, consistent heating, which is crucial for producing high-quality products.
Features to Look for in an Infrared Conveyor Oven
When selecting an infrared conveyor oven, consider these critical features:
- Energy Efficiency: Modern infrared ovens are designed to be energy-efficient, reducing operational costs drastically.
- Temperature Control: Accurate temperature control ensures consistent product quality and prevents overheating.
- Ease of Maintenance: Durable construction and easy maintenance are essential for minimizing downtime.
By understanding the significance of square bottle spacing and investing in quality production equipment from leading bucket conveyor manufacturers and infrared conveyor oven manufacturers, businesses can enhance their production capabilities and ensure a competitive edge in the market.